CATEGORIES:
BiologyChemistryConstructionCultureEcologyEconomyElectronicsFinanceGeographyHistoryInformaticsLawMathematicsMechanicsMedicineOtherPedagogyPhilosophyPhysicsPolicyPsychologySociologySportTourism
RE-FIRING
{e-firing is a firing process carried out after quality control and sorting; its purpose is to correct some of the defects on the piece and increase the qualitative yield within a ceramic factory.
Defects that can be corrected by re-firing include:
Pinholingon the glaze;
1 Idles and small cracks;
Insufficiently glazed surfaces.
ie procedure invokes .scratching the defective surface with the aid of small, usually pneumatically operated, cutters; then comes puttying with a paste. The latter is obtained by mixing the glaze with chamotte. calcined kaolin and clay or with photosensitive resins of the type used by dentists.
 |
Thè mix of rhe appHed paste var ies according to the extent of the defect::
Diameter lesa than 1 mm - the paste has 60-S0% of j?;laze and £0-40% chatnòtte or calcined kaolin;
Diameter greater than 1 mm - the paste has 25-4-0% of glaze and 60-15 chamotte.
Adhesion of paste to body is ensured by use of an adhesive that is in a percent of about 7%. To prevent the puttying from taking on a yellowish tone a grey coloi (about 0.5%) or cobalt sulphate {0.01% - 0.03%) can be added. The thus-comple repair is coated with a layer of glaze to stop it appearing opaque.
When re-firing is carried out in a kiln other than that used for the original firi the re-firing temperature is usually '20-30 °C lower than before so as to pre the already-vitrified glaze frana melting and to prevent general over-firing of piece.
The glaze used to cover the defect must therefore have:
a lower melt temperature;
• high coating capacity to prevent the biscuit or repair work showing throu ■ low shrinkage, to prevent the formation of crazing;
hjgh molten state viscosity to cover any edges;
low surface tension when molten to prevent peeling.

INTERMITTENT SACMI FORNI - SSK KILN
(Cycle times: 14 < cycle < 19 h)
Combustion systems with vertical self-adjusting gradients, independently controlled on left and rights sides.
Control and regulation thermocouple, 1 per gas delivery pipe.
Reverse aspiration on right and left side of each car.
Kiln mouth +.4 m wide.
This architecture is based in the idea of Hanking the desired quantity of intermittent kilns, each built around its own car. T here are, of course, no load limits. Each car can be loaded in a different way without this altering the working conditions of the others. The vertical distribution of the burners - spaced apart evenly and of equal power - means that there are twice as many of them as on the 11W kiln; overall power is less, but thev distribute the energy more uniformly. The fumes driven against the opposing wall rotate horizontally around the car, drawing in and moving the air in the midst of the load. The reverse chimney draw s the fumes dow nwards, obstructing their natural tendency to stratify. Turbulence is created around each car and this enhances fume-sanitaryware heat exchange, providing the energy needed to fire the product on that car At the end of firing the burner delivery pipes close and the cooling ones open.
 |
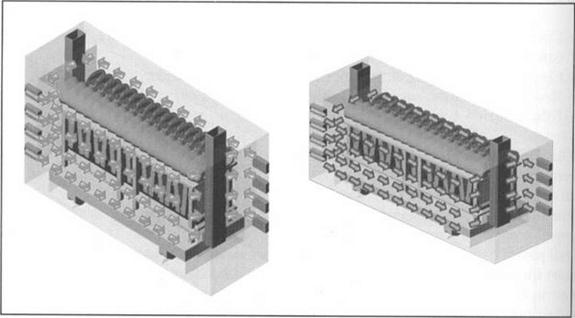
Fig. '2(rf - Airflows inside then kiln during firing defì side zaffi red arrows) and cooling (right side with bine arrows).
Date: 2015-04-20; view: 3381
| <== previous page | | | next page ==> |
| FIRING CURVE | | | FINAL CHECKS (SORTING) |