CATEGORIES:
BiologyChemistryConstructionCultureEcologyEconomyElectronicsFinanceGeographyHistoryInformaticsLawMathematicsMechanicsMedicineOtherPedagogyPhilosophyPhysicsPolicyPsychologySociologySportTourism
Introduction to Polymer Science and Technology
Polymer processing
Applications of Netlon products include delicate meshes for packing fruit and vegetables, garden netting, protective sleeving for machined components, and heavy duty geogrid for civil engineering applications, e.g., soil stabilisation.
3.2.2.5 Profile extrusion
Profile extrusionproduces continuous lengths of plastics of a constant cross-sectional shape and size. Figure 3.38 shows examples of PVC profile extrudates: the interior trimmings and the skirting boards include an integral flexible edge and/ or a hinge that are made of plasticised PVC and produced by piggy-backing a small extruder onto the main extruder. It may not be strictly appropriate to classify structured-PC panels as profile extrusions, they are wide panels with a multitude of cells/webs in their cross section to provide thickness and, therefore, rigidity, but still render them light in weight. They come in different colours or colour combinations in order to either match the colour of the rest of the roof or to control transmission of sunlight and therefore the intensity of light and heat in the dwelling. Incorporation of 1% aluminium flakes into PC (twin screw mixing/extrusion) reduces the solar heat gain through the roof by up to 50%, but still providing a desirable level of roof-light. Some of the panels would have a membrane of UV barrier laminated on, to absorb harmful UV radiation.
| flexible edge | — i » л ^ | ||
| flexiblaedge | Щ | ||
| 1 Шi | integral-hinge | ||
| containing Al flakes | |||
| (а) | |||
| (b) | (c) |
Figure 3.38Sections of various extruded and co-extruded profiles: (a) U-PVC bus/coach interior trimming (b) a two-part and integral-hinge U-PVC skirting board for homes, caravans and auto-homes, and (c) structured-PC roofing for conservatories/gazebos
3.2.2.6 Fibre spinning
Production of synthetic fibresthat involve the use of extruders is known as melt spinning. This term comes from the spinning (a process of overlapping and twisting short fibres) of staples of natural fibres into long threads. In melt spinning a die, known as a spinneret, a flat plate containing hundreds of small holes of a fraction of a millimetre in diameter is used. The spinneret is positioned vertically downwards and the extruded filaments/fibres are cooled by air, drawn by passing over rollers or "godets" with increasing rotational speeds to stretch the fibres and introduce molecular orientation (increasing tensile strength). A bundle of fibres, tow, can be combined with a slight twist to produce fibre yarns.
Introduction to Polymer Science and Technology
Polymer processing
3.2.2.7 Strand pelletising
Strand pelletisingentails extrusion of melt through a strand die (Figure 3.39), passing strands through a water bath, removing water from the strands (by air blowing/vacuum) after the cooling tank/trough and chopping them into pellets of a given length in a cutter. There are different types of pelletising systems: as well as pelletising using strands, many of these are done straight on the die face, including the die face-under water method for the production of micro-pellets mainly for polyolefins but can be used for almost any polymer.

Figure 3.39Photographs of the extrusion of strands and a cutter for pelletising
3.2.2.8 Pipe/tube extrusion
Pipe and tube extrusionentails the use of an annular slot die arrangement with an appropriate diameter and gap thickness. The annular die and mandrel/pin diameters and lengths are selected depending on the final size requirement and the type of polymer extruded. Die and pin should be accurately centralised to achieve a uniform extrudate cross-section. Polymers differ in their drawdown ratios (die drawdown ratio = (die diameter) / (final tube outside diameter); pin drawdown ratio = (pin diameter) / (final tube inside diameter)), e.g., nylons suffer greater levels of drawdown than polyolefins.
Certain applications require multilayered or striped tubes that require co-extrusion by employing a number of extruders simultaneously extruding into a single die. This enables the production of tubes/pipes with a combination of characteristics/ properties, such as mechanical strength and rigidity, moisture/chemical resistance, barrier to various gases/water vapour, surface gloss, abrasion resistance/friction, transparency, etc. However, it is important to note that not all the polymers can be co-extruded. These include polymers with significantly different melting properties, e.g., PC processes at approximately 280 °C and would therefore cause degradation of PVC, which processes at 170 °C, when the two melts combine. PVC and acetals are also incompatible and are mutually destructive/explosive.
Recent developments/news on the subject of pipe and profile extrusion can be found in the pipe and profile extrusion magazine: http://cde.cerosmedia.com/lD4cfe0f7a76b48995.cde.
Introduction to Polymer Science and Technology
Polymer processing
Corrugated pipesare a successful route to the production of large and rigid pipes that are obviously much lighter than the equivalent thickness of solid-walled pipes and more practical/flexible for laying. They are produced by use of a die/ mandrel system that extrudes an inner smooth liner and an outer layer that gets corrugated by an on-line former. Figure 3.40 shows a corrugated pipe into which slots are cut for use in under-soil drainage.
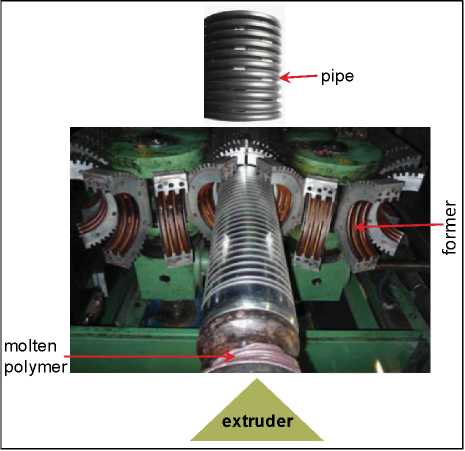
Figure 3.40Photographs of an extrusion line, showing the corrugator/former and a length of a corrugated pipe
Introduction to Polymer Science and Technology
Polymer processing
3.2.3 Blow moulding
This is a second stage process after extrusion or injection moulding. Some products require mechanical stretching of preforms prior to blowing with compressed air. The basic blow moulding steps beyond the processes of extrusion/injection moulding are illustrated in Figure 3.41. Injection-blow moulding involves injection moulding of the parison, which is then transferred to another machine for blow moulding. This process is suitable for small mouldings with intricate neck detail. An animation of the overall process can be seen in the BPF, Plastipedia web site:
http://www.bpf.co.uk/Data/Image/Extrusion%20Blow%20Moulding.swfor www.bpf.co.uk/bpfindustrv/process plastics.cfm.
PP, PE, PET, PVC are used to produce bottles, jars, containers, water drums, fuel tanks for vehicles, ducting , etc. The moulds can be made from aluminium rather than tool steel, which is usually used for injection moulding: the pressures associated with blow moulding are much lower than in injection moulding, therefore, the possibility of mould deformation is reduced. Furthermore the mould wear is less likely during blow moulding: the material does not flow along the mould surface as occurs in injection moulding causing friction/wear. The levels of shrinkage associated with high temperature melt in injection moulding contribute to wear as well.

|

|

|
 parison/hottube
parison/hottube

mould
air
Moulding
Figure 3.41Illustration of blow-moulding process
The process produces flashing that needs to be trimmed off. Flash (pinch off scrap) on a moulding of a 2-litre HDPE milk bottle is shown in (Figure 3.42). The figure also highlights other features of the moulding
Date: 2015-12-11; view: 1340
| <== previous page | | | next page ==> |
| Introduction to Polymer Science and Technology | | | Introduction to Polymer Science and Technology Polymer processing |