CATEGORIES:
BiologyChemistryConstructionCultureEcologyEconomyElectronicsFinanceGeographyHistoryInformaticsLawMathematicsMechanicsMedicineOtherPedagogyPhilosophyPhysicsPolicyPsychologySociologySportTourism
Package Selection
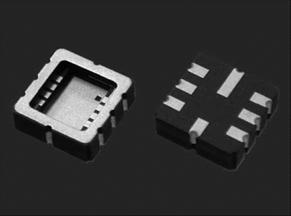
Material selection is an important step in packaging and must be addressed from the early stages of development as it can affect manufacturing. When packaging microcircuits, a chip can be placed in any one of several hermetic packages. For example, it is common to procure a chip in any of a number of off-the-shelf ceramic packages, such as leadless chip carriers (LCC), dual-in-line packages, flat packs, quad flat packs, and quad chip carriers, each with various lead or leadless configurations. Although these styles are also common for MEMS components, these ceramic package configurations are sometimes not appropriate for wafer technologies that are geared for unique applications. As a rule, package choices for MEMS are more restrictive than for microcircuits because of the many unique functions offered by MEMS devices. Figure 12.2 shows a typical ceramic MEMS sensor package.
Fig. 12.2 Ceramic sensor package for MEMS (courtesy Kyocera Corporation)
Material Compatibility with the Component and Application. Materials are chosen based on chemical, mechanical, electrical, and optical compatibilities. The
performance of a complex system composed of packaging, MEMS, and attach materials can be adversely affected by either manufacturing or service conditions. Some difficult packaging challenges have been encountered with optical MEMS in particular.
Cleanliness of the Process. Contamination during assembly and joining, as well as from aging, could adversely affect the device, especially those devices with open and exposed moving components. Thus, control of particulate matter during the attachment, joining, and curing processes should be carefully chosen during manufacturing to avoid contamination.
Single Level or Die Stacking. A growing trend to deliver more functional performance per square centimeter of a packaged area poses a great challenge to manufacturing. To meet these demands, die are often stacked on top of one another to save area. Stacking is achieved in a single pass through automated placement of a die proceeded by application of an adhesive.
Flip Chip or Face Up/Wire Bond. The choice between flip chip and face up/wire bonding affects many of the areas discussed above and must be considered carefully for cost and reliability [4].
Examples of material properties for various packaging materials are found in Table 12.2; metal and ceramic properties are found in their respective sections.
Metal
Metal packages have commonly been used for microwave multi-chip modules and hybrid circuits as they provide both good thermal dissipation and electromagnetic shielding in addition to isolating the contents from harmful contact with surroundings. These packages, developed for semiconductors, can have a large internal volume while maintaining mechanical reliability. Metal package materials are dictated primarily by integrity of the glass or ceramic feedthroughs, restricting choices to low expansion metals that minimize thermal expansion mismatches. Properties of some typical materials used with metal packages is given in Table 12.3 [5].
Materials such as CuW (10/90), Silvar-K®, CuMo (15/85), and CuW (15/85) have superior thermal conductivities and higher CTE values than silicon, making them popular choices for shims between the silicon and the package. Materials like KovarTM and other high nickel alloys are used because their thermal expansion properties are a close match to ceramics and sealing glasses. Packages are usually finish plated with nickel, silver, or gold.
Corrosion or reactivity, through trapped or absorbed gases or moisture, becomes a concern with metal packages. Such effects are usually eliminated by baking prior to final hermetic sealing, which is done by either welding or solder sealing a lid to the base. As a rule, assembly process temperatures are decreased with each assembly step to minimize manufacturing stresses.
Hermeticity in metal packages is affected by the quality of both the package lid seal and the feedthroughs. Feedthroughs using glass to metal or ceramic (HTCC). High temperature cofired ceramic package (HTCC) is a multilayered, sealed
| Material | CTE (ppm/°C) | Thermal conductivity (TC)(W/m oK) | Density (g/cc) |
| CuW/15-85 | 7.0 | 16.40 | |
| AlSiC | 6.7 | 3.00 | |
| CuMo/15-85 | 6.6 | 10.00 | |
| Silvar-KTM | 7.0 | 8.80 | |
| CuW/10-90 | 6.5 | 17.00 | |
| BeO | 6.4 | 2.78 | |
| KovarTM | 5.9 | 8.42 | |
| Molybdenum | 5.1 | 10.25 |
package created using layers of ceramic tape with thicknesses ranging from 5 to 25 mm, which are laminated together. The cofired ceramic packages' tape layers, consisting of 92% aluminum oxide ceramic, tungsten and moly-manganese, have metalized circuit patterns. Conductive vias pierce the tape layers, forming electrical interconnects between circuits. The ceramic packages' tape layers are laminated under pressure and the ceramic and metallization are co-sintered at 1600°C, creating a monolithic structure with a three dimensional wiring system to which metal seals can be applied. A challenge for ceramic feedthroughs is the conductor that is generally metalized must seal with the ceramic. Complete wetting of the conducting pin to the ceramic during metallization must be achieved. Otherwise, incomplete wetting may result in failure during thermal cycle testing.
12.2.2 Ceramic
Ceramic packages have several features that make them especially useful for MEMS and microelectronic packaging. Ceramic packages can be made hermetic and can withstand harsh operating conditions. With high modulus of elasticity and flexural strength, ceramics can be a rigid base for devices that require accurate sensing. Ceramics can have multiple layers of signal distribution lines and can have multiple mounting orientations. A single package can be designed to be mounted both horizontally and vertically. Multilayer ceramic packages also allow reduced size and total system cost, especially over metal-walled packages, by integrating multiple MEMS and/or other components in a single, hermetic package through the use of cavities and internal signal routing. Figure 12.3 shows a typical multilayer package cross section.
Lastly, ceramics have high thermal conductivity and low coefficient of thermal expansion, which minimizes the stress placed on the MEMS device over a large operating ranges and also efficiently transfers heat away from the device without the use of thermal vias or heat spreaders. These multilayer packages also offer significant size and mass reduction over metal-walled packages. Most of this advantage
is derived by the ability to use three dimensions instead of two for interconnect lines. Table 12.4 gives the material properties for two common ceramic packages [6].
Ceramic packages have flexural strengths between 400 and 620 MPa, thermal conductivities between 14 and 21 W/mK, and thermal coefficients of expansion ranging between 6.9 and 7.2 ppm/°C. The ceramic package can provide a stable platform for sensor mounting and yet be sensitive to external stresses. Furthermore,
Table 12.4 Ceramic package materials properties (courtesy the Kyocera Corporation) material characteristics
| Items | Units | Alumina | |
| A440 | A443 | ||
| Bulk density | 3.6 | 3.7 | |
| Electrical | |||
| Dielectric constant (1 MHz) Dissipation factor (1 MHz) Volume resistivity (25 °C) | (1×10–4) | 9.8 | 9.6 5 >1012 |
| Thermal | |||
| CTE (RT -400 °C) Thermal conductivity Specific heat | (ppm/K) W/mK (1×103 J/KgK) | 7.1 14 0.77 | 6.9 18 0.77 |
| Mechanical | |||
| Flexural strength Young's modulus of elasticity Conductor material | MPa GPa | 400 310 W. Mo | 460 310 W. Mo |
| Feature | - | High Strength | |
| Color of ceramics | - | Brown/Black | Brown/Black |
Note: Material characteristics mentioned above are typical values. These values may change upon further improvement or modification of these materials and processes capable of meeting a maximum leak rate requirement of 1 x 10-8 atm cc3/s He (at 1 atm), these packages can also offer a hermetic seal for sensors that are degraded by atmospheric contact. To meet the demands of miniaturization, ceramic packages can provide multiple die packaging arrangements; internal cavity structures and lines/spaces; footprints as small as 3 mm x 3 mm; and package profiles less than 1 mm in height [7]. Table 12.5 shows properties of typical package materials [7].
Table 12.5 Comparison of typical package materials used in ceramic packages
| Alumina (HTCC)a | Glass ceramics (LTCC) | Mold resin | Glass epoxy (FR-4) | |
| Flexural strength | 400-620 MPa | 170-400 MPa | 170 MPa | 550 MPa |
| Elastic modulus | 260-315 GPa | 75-190 GPa | 19 GPa | 25 GPa |
| Coefficient of thermal expansion | 6.9-7.2 ppm/°C | 5.4-8.4 ppm/°C | 12 ppm/°C | 12-15 ppm/° |
| Thermal conductivity | 14-21 W/moK | 1.5-3.6 W/moK | 0.8 W/moK | 0.2 W/moK |
| Dielectric constant (@ 1 MHz) | 9.0-9.8 | 4.9-7.8 | 4.2 | 4.8 |
| Glass transition temperature | N/A | N/A | 130°C | 170° C |
HTCC is comprised of alumina (90-92%), but it can easily be confused with post-fired alumina blanks. Post-fired alumina has application in electronic packaging, but for thick-film and thin-film products, and post-fired alumina typically ranges at 96-99.6% purity
Co-fired ceramic packages are constructed from thin pliable films of ceramic material in the "green" or unfired state. Metal lines are deposited on the surface using a screen printed thick-film process; "via" holes to connect the layers are drilled or punched in the "green" state. The unfired pieces are stacked and aligned using registration holes before they are laminated together and fired at high temperatures; plating adds the proper metal surfaces. The MEMS or other components are then attached using epoxies or solders; wire bond connections are made using the same methods as for metal packages.
Normal shrinkage during the firing step of green-state ceramics may induce design dependent stress in the finished package. Since the unfired metals and green ceramics shrink at different rates during firing, the number and position of via holes and the line direction and metal fraction of each layer has to be balanced; also, because ceramic-to-metal adhesion is weaker than ceramic-to-ceramic adhesion, metal grids rather than solid planes are used for power/ground planes and shielding. For conventional multilayer ceramics, only refractory (W or Mo) metals can be used because of ceramic firing temperatures (approx. 1600°C). Ag, AgPd, Au, and AuPt conductors can be used with low temperature co-fired ceramic (LTCC) packages that fire at thick film temperatures (approx 850°C).
Date: 2015-02-28; view: 3878
| <== previous page | | | next page ==> |
| Optical Interface | | | Plastic |