CATEGORIES:
BiologyChemistryConstructionCultureEcologyEconomyElectronicsFinanceGeographyHistoryInformaticsLawMathematicsMechanicsMedicineOtherPedagogyPhilosophyPhysicsPolicyPsychologySociologySportTourism
Introduction to Polymer Science and TechnologyPolymer processing 3.2.2 Extrusion Extrusion is mainly used for thermoplastics, during the process the molten material is continuously forced through a shaped die by a rotating Archimedean screw. The screw is placed within a heated cylindrical barrel with just sufficient clearance for its rotation, see Figure 3.16. Well-known extruded products include PE film and pipes; PVC guttering, piping and various profiles (e.g., window frames); PS, ABS and PP sheet (gauge > 250 u,m); nylon fibre; PP fibre and tape; PMMA light fittings and vehicle lenses, etc.
Figure 3.16Illustration of a single-screw extruder Polymer granules are fed into an extruder through the hopper at one end of the barrel. The hoppers are mostly just ordinary funnels but some are equipped with a vibrator in order to avoid bridging of pellets over the mouth of the hopper, particularly with long pellets (fibre containing pellets can be as long as 10 mm). Other hoppers may incorporate an auger feeder; see Figure 3.17, for uniform and consistent feeding of pellets. Introduction to Polymer Science and Technology Polymer processing
Figure 3.17Hopper with an auger facility The screw transports and compresses the material from the hopper end to the die end along the barrel. The polymer is softened/melted with the heat generated by the shearing of the material and the heat input from the heater bands attached to the barrel. The features of the screw are outlined in Figure 3.18. The screw diameter remains constant along the barrel length with a very slight clearance between the screw flights and the inner lining of the barrel. The root diameter and therefore the channel depth decreases along the barrel to facilitate the compression of the material as it softens.
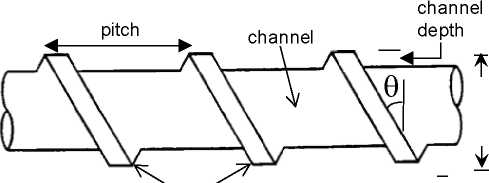
screw flight ^►1 l< flightland barrel length (L) Figure 3.18Definition of screw features There are various screw designs that are used, depending on the type of polymer processed. Three of the basic designs are illustrated in Figure 3.19. Along these screw lengths different zones are identified. There is an increase in the screw root, hence, a decrease in volume available in passing from the feed to the transition zone - this will cause compression of the granules forcing the air between the granules back towards the hopper. Granule melting occurs in the transition zone. The melt is delivered to the die from the metering (melt) zone at a constant rate, consistency, and pressure. At the end of the metering zone there is often a screen pack or disposable continuously fed gauze and a breaker plate, which is a perforated disc. The final section within the actual extruder is the adaptor/die section. Introduction to Polymer Science and Technology Polymer processing
Figure 3.19Illustration of basic screw designs and associated zones Screw type (a) is suitable for polymers with very gradual softening temperature or shear/heat sensitive polymers, e.g., PVC, Type (b) for polymers with wide melting/softening temperature, e.g., PE, and type (c) for polymers with sharp/ narrow melting temperature, e.g., nylons. The feed zonebegins at the hopper end and it is held at a temperature to ensure satisfactory delivery of the polymer granules to the subsequent zones. The channel depth is constant in this zone and its length controls the rate of feed of granules forward. Maximum delivery of granules by the feed zone may be achieved by having: deep screw channel low degree of friction between the polymer granules and screw surface higher degree of friction between the granules and the surface of the barrel wall optimum helix angle, 8 = tan"1 [(pitch) / (ttD)] Some feed zones incorporate a grooved-feed throat. The grooves can be axial (along the barrel) or helical, and they increase the friction between the pellets and the barrel, forcing more pellets forward and hence increasing the output compared with smooth feed throat extruders. There is also less surging from grooved feed throat extruders. The compression zone,where material starts to change from solid granules to a polymer melt, has a decreasing channel depth so that the softened polymer is compacted, improving heat transfer to the polymer and expelling the air that comes in with the granules back through the hopper. The material is compressed typically by a factor of three. High levels of shear/frictional heat is generated in this zone (it can exceed the barrel temperature). The metering zone,where the channel depth is again constant, and where additives may be added and mixed into the melt to a homogeneous consistency and the melt is pumped forward at a uniform rate to the die region. The zone length is designed to achieve efficient mixing, especially with additives. Introduction to Polymer Science and Technology Polymer processing Other parameters in screw design include: Compression ratio (C. R.) = (flight depth in feed zone) / (flight depth in metering zone), or C. R. = (volume of the first full flight in the feed zone) / (volume of the last full flight in the metering zone). It is typically 3/1 for thermoplastics and 1.5/1 for rubbers. L/D ratio = (length of screw) / (diameter of screw). It is typically 30/1 for TPs and 5-10/1 for rubbers. Advantages of short L/D extruders: less floor space lower equipment cost less torque/power requirement to operate less residence time in the extruder with temperature-sensitive polymers Advantages of longer L/D extruders: higher throughput greater mixing capacity higher pumping pressure at die greater melting with less shear heating increased conductive heating from the barrel. The type of screw known as barrier screwshave a second flight added which splits the channel into two: a solids channel and a melt channel. This design offers greater energy efficiency by enabling better melting and higher output and also increases mixing capabilities.
Introduction to Polymer Science and Technology Polymer processing Some applications with materials such as PVC, nylons, ABS, PC may require the use of vented extruders(also known as a two-stage extruder), which provide a vent hole in the barrel to remove moisture, solvents and other volatiles. As seen in Figure 3.20, the screw has a de-compression zone beneath the vent hole in order to free the volatiles and also reduce the pressure on the melt to prevent it from extruding out through the vent hole. In some cases, the venting may require vacuum assistance. The screw has a second stage compression and metering zones, after the de-compression zone.
Figure 3.20Features of a vented extruder In the decompression zone of a two-stage screw, the root diameter is reduced and therefore presents a mechanically weak region, and the screw becomes vulnerable to fracture by torsion at this region, see Figure 3.21, if it seizes up by accidental solidification of the polymer in the barrel. f ractured-ends of the screw
tip of the screw Figure 3.21A screw which has fractured at the reduced root diameter in the de-compression zone The melt is screened and passes through a breaker plateprior to entering the adaptor/die region. Screen packsare placed before the breaker plate (screw side) to filter unplasticised material and impurities (Figure 3.22). Coarse screen (a 20-mesh screen in this illustration) is placed against the breaker plate to support the finer screens (here as 40- and 60-mesh) and also placed in front of the finer screens to collect larger particles and increase the screen pack life. Date: 2015-12-11; view: 1295
|


 root
root